How Much Does Tooling Cost? A Data-Driven Guide to Injection Mold Pricing in Malaysia
Mar 2026
Series: The State of Tooling in Malaysia — Part 4 of 4
“How much will the mold cost?” It's the first question every procurement manager asks — and the hardest one for any injection molding supplier to answer simply. That's because tooling cost isn't driven by one or two variables. It's driven by a dozen, all interacting.
We hear this question so often that we decided to do something unusual for our industry: publish real pricing data. Not competitor data, not “industry averages” from a 2019 report — our own anonymised quote history, drawn from hundreds of tooling projects across consumer electronics, medical devices, industrial equipment, and consumer products.
This article won't replace a formal quote. But it will give you a realistic framework for budgeting — and help you understand why one mold costs USD 7,000 and another costs USD 75,000.
KEY FACTS: Injection Mold Pricing in Malaysia
- A single-cavity injection mold for a small part (1–10 cm³) in low-grade steel typically costs USD 3,000–15,500.
- Doubling cavities does not double cost: a 16-cavity mold typically costs only 3–5× a single-cavity mold because the mold base and engineering are shared.
- Steel grade can add 20–100% to mold cost: mid-grade steel (NAK80) adds 20–50%, while high-grade steel (8407 ESR) adds 50–100%.
- Malaysian injection mold tooling is typically 10–30% more expensive than equivalent-quality Chinese tooling, but offers stronger IP protection, English-language communication, and faster iteration cycles.
- Part bounding-box volume explains only about 30% of cost variation — the remaining 70% is driven by complexity, surface finish, tolerances, and features.
Why Tooling Costs Vary So Much
If you've received injection mold quotes that ranged from surprisingly cheap to shockingly expensive, you're not alone. The spread is real, and it's driven by factors that aren't always obvious from looking at a part drawing.
Number of cavities. A single-cavity mold produces one part per cycle. A four-cavity mold produces four. More cavities mean a larger mold base, more CNC machining time, more EDM electrodes, and more complex cooling and ejection systems. But — and this is a key insight — doubling the cavities does not double the cost, because the mold base, hot runner system, and engineering work are shared.
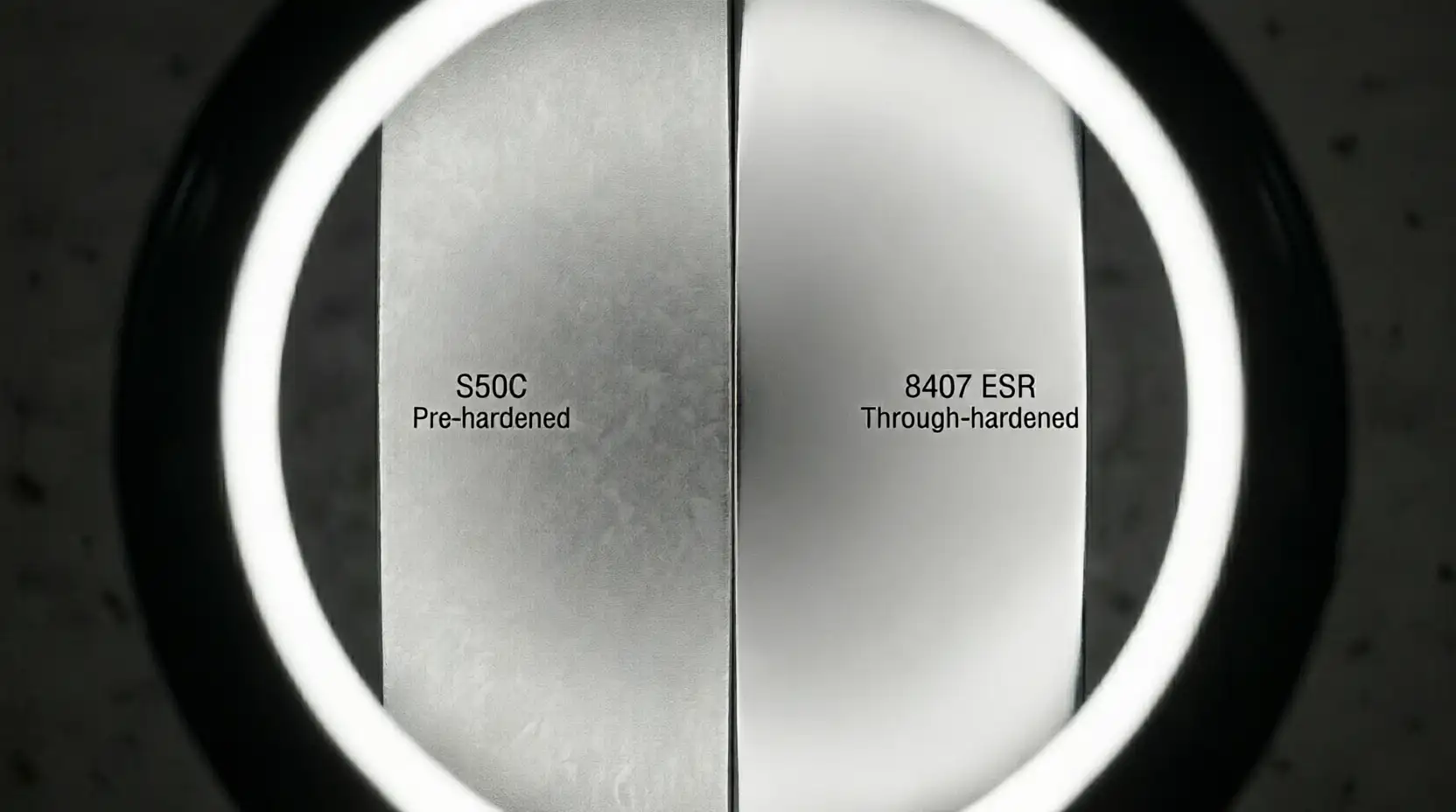
Steel type and hardness. A mold cut from pre-hardened S50C steel (suitable for 50,000 shots or fewer) costs significantly less than one cut from through-hardened 8407 ESR steel (rated for 500,000+ shots). Harder steels take longer to machine, require more expensive cutting tools, and demand more EDM work — but they last five to ten times longer.

Part complexity. This is the biggest cost driver that doesn't show up in a simple “part size” calculation. A 50 cm³ part with smooth, straight walls costs far less to tool than a 50 cm³ part with undercuts, side-actions, thin ribs, snap-fits, and a textured surface. Every undercut requires a side-action mechanism. Every thin rib requires precision EDM. Every textured surface requires either chemical etching or laser texturing. Complexity compounds.
Surface finish requirements. A non-cosmetic internal bracket can use an as-machined or lightly polished mold surface (SPI D-level). A consumer electronics enclosure visible on a retail shelf needs SPI B or A-level polish — which can add days of hand polishing or require high-speed milling and specialist finishing.
Tolerance requirements. The tighter the dimensional tolerance on the finished part, the more precise (and expensive) the mold machining must be. Moving from ±0.05 mm to ±0.02 mm is manageable. Moving to ±0.01 mm or tighter pushes into advanced-tier equipment and process controls.
Hot runner vs cold runner
| Factor | Cold Runner | Hot Runner |
|---|---|---|
| Material waste | Runner solidifies and is ejected each cycle | No runner waste — plastic goes directly to cavity |
| Cycle time | Longer (runner must cool) | Shorter (no runner cooling) |
| Tooling cost | Lower | Adds USD 2,500–35,000 depending on drops |
| Best for | Low-volume, simple parts, budget-sensitive projects | High-volume, expensive resins, multi-cavity molds |
Rule-of-Thumb Pricing from Real Data
Every mold is different. Part geometry, tolerance, surface finish, steel grade, and complexity all interact to drive cost in ways that a simple table can't fully capture. The figures below are general guidelines drawn from our project history — not substitutes for a formal quotation. We'd encourage you to reach out to us with your part design, and we'll identify the most cost-effective tooling option for your specific requirements.
By Part Bounding-Box Volume (Single Cavity, Low-Grade Steel)
| Part Size | Volume Range | Typical Tooling Cost (USD) |
|---|---|---|
| Miniature | < 1 cm³ | $12,300 – $20,000 |
| Small | 1 – 10 cm³ | $3,000 – $15,500 |
| Medium | 10 – 100 cm³ | $6,300 – $27,800 |
| Large | 100 – 1,000 cm³ | $15,500 – $61,500 |
| Very Large | > 1,000 cm³ | $23,000 – $83,300 |
Bounding-box volume = L × W × H of the part's outer dimensions. This isn't the part's material volume — it's the overall size of the space the part occupies, which correlates with mold base size and machining scope. USD figures are approximate and based on prevailing exchange rates at time of writing.
Why do miniature parts cost more than small parts? This surprises people, but it's consistent across our data. Very small parts (under 1 cm³) require extremely tight tolerances, micro-features, and precision that drives cost independently of material volume. A tiny connector housing with 0.3 mm walls and ±0.01 mm tolerances requires more demanding machining than a 5 cm³ bracket with generous tolerances.
Cavity Count Multipliers
| Going from... | Expect to pay... |
|---|---|
| 1-cav → 2-cav | 1.2–1.5× the 1-cav price |
| 2-cav → 4-cav | 1.3–2.2× the 2-cav price |
| 4-cav → 8-cav | 2.0–3.0× the 2-cav price |
| 8-cav → 16-cav | 2.8–3.5× the 2-cav price |
Key insight: A 16-cavity mold typically costs only about 3× a 2-cavity mold — not 8×. This is because the mold base, hot runner manifold, and engineering effort are shared infrastructure. Each additional cavity adds incremental machining and EDM time, but doesn't require a whole new mold. This means that for high-volume production, multi-cavity tooling pays for itself quickly through reduced per-part cost.
Steel Type Premiums
| Steel | Typical Use Case | Premium vs Low-Grade Steel |
|---|---|---|
| NAK80 | Mid-volume production, good polishability | +20–50% |
| 8407 ESR (H13) | High-volume, abrasive resins (glass-filled) | +50–100% |
| STAVAX / S136 | Optical clarity, corrosion resistance (PVC, POM) | +80–120% |
These premiums reflect the combined effect of higher steel purchase cost, longer machining times (harder steel cuts slower), additional EDM work, and the more rigorous heat treatment processes required for through-hardened tool steels.
An Important Caveat
Part bounding-box volume alone explains only about 30% of the variation in our tooling pricing. The remaining 70% is driven by the factors listed above: complexity, surface finish, tolerance, runner type, and number of side-actions and lifters. Two parts with identical bounding-box volumes can differ in tooling cost by a factor of three or more.
This is why we present ranges, not point estimates — and why an accurate quote always requires reviewing your 3D CAD files.
Malaysia vs China: Pricing Context

We're often asked how Malaysian tooling pricing compares to China. The honest answer: Malaysian tooling is typically 10–30% more expensive than equivalent-quality Chinese tooling for comparable molds. That price difference is real, and we don't pretend otherwise.
| Factor | Malaysia | China |
|---|---|---|
| Tooling cost | 10–30% higher | Baseline |
| IP protection | Strong legal framework, enforceable NDAs | Variable, depends on supplier |
| Communication | Fluent English, minimal miscommunication | English proficiency varies |
| Iteration speed | Faster correction loops due to communication clarity | Can be slower due to language gaps |
| Supply chain diversification | Reduces single-country concentration risk | Dominant but concentrated |
What you get for that premium:
Stronger IP protection. Malaysia has a well-established legal framework for intellectual property enforcement. NDA violations are actionable. For companies whose product designs are core to their competitive advantage, this matters.
More reliable communication. Malaysia's English proficiency is among the highest in Asia. Design reviews, engineering change orders, and problem-solving conversations happen in fluent English, reducing the miscommunication risk that plagues many offshore relationships.
Faster iteration cycles. When a T1 sample reveals an issue, the speed and clarity of the correction loop determines whether your timeline slips by one week or six. In our experience, the communication advantage translates directly into faster mold approval.
Diversification. If your entire supply chain runs through one country, you have a concentration risk. Splitting tooling between China and Malaysia (or moving it entirely) reduces exposure to single-country disruptions — whether from tariffs, logistics bottlenecks, or geopolitical shifts.
The right choice depends on your priorities. If unit cost is the only metric, China will usually win on tooling price. If total cost of ownership — including rework cycles, IP risk, communication overhead, and supply chain resilience — matters to your business, Malaysia competes very strongly.
For a deeper comparison of Malaysia as a manufacturing base — including IP protection, communication, and logistics — see our guide to manufacturing in Malaysia.
What Happens Next
We built this pricing guide to do something our industry rarely does: give you real numbers before you commit to a conversation. We believe transparency builds trust, and trust is the foundation of every good manufacturing partnership — especially one that spans an ocean.
If you're ready to move beyond rule-of-thumb estimates, here's what we suggest:
Send us your 3D CAD files. Use our contact form or email them directly to us. We'll provide a detailed tooling quotation within 5–10 business days, including recommended cavity count, steel grade, and estimated lead time.
Ask us anything. If this article raised questions — about steel selection, cavity count trade-offs, hot runner economics, or anything else — we're happy to discuss. No commitment required.
At Ichiplas, we've built tooling for some of the world's most demanding product companies, and we've based this guide on the data from those projects. Whether your next product is a simple bracket or a complex multi-material assembly, we'd welcome the chance to show you what Malaysian tooling can do.
Frequently Asked Questions
How much does an injection mold cost in Malaysia?
Injection mold costs in Malaysia range from approximately USD 3,000 for a simple single-cavity mold to over USD 141,000 for complex, multi-cavity advanced molds. The main cost drivers are part complexity, number of cavities, steel grade, surface finish, and tolerance requirements.
Why do miniature parts cost more to tool than small parts?
Very small parts (under 1 cm³) require extremely tight tolerances, micro-features, and precision machining that drives cost independently of material volume. A tiny connector housing with 0.3 mm walls demands more exacting work than a larger bracket with generous tolerances.
How much does adding cavities increase mold cost?
Doubling cavities does not double cost. Going from 1 to 2 cavities typically adds 20–50% to the mold price. A 16-cavity mold typically costs only 3–5× a single-cavity mold because the mold base, hot runner manifold, and engineering effort are shared infrastructure.
Is Malaysian tooling more expensive than Chinese tooling?
Malaysian injection mold tooling is typically 10–30% more expensive than equivalent-quality Chinese tooling. The premium buys stronger IP protection, fluent English communication, faster iteration cycles, and supply chain diversification away from single-country risk.
What is the difference between a hot runner and cold runner mold?
A cold runner system lets plastic solidify in the runner channels each cycle, creating waste that must be recycled or discarded. A hot runner system keeps plastic molten all the way to the gate, eliminating waste and shortening cycle times — but adds USD 2,500–35,000 to the mold cost depending on the number of drops and gate type.
How do I get an accurate quote for an injection mold?
An accurate quote requires reviewing your 3D CAD files. Send your files via the Ichiplas contact form or email them directly. Ichiplas provides detailed tooling quotations within 5–10 business days, including recommended cavity count, steel grade, and lead time.
This is the final article in our four-part series, “The State of Tooling in Malaysia.” Read the full series: Part 1: Tooling Fundamentals | Part 2: Mid-Tier Tooling | Part 3: Advanced Tooling | Part 4: Pricing Guide (this article)
Get Free Quote
Contact us today to learn more about our services and how we can help you with your next project.