What Goes Into an Injection Mold? Understanding Tooling Fundamentals
Mar 2026
Series: The State of Tooling in Malaysia — Part 1 of 4
If you're a product engineer or procurement manager exploring injection molding for the first time, the mold itself — often called the “tool” — is probably the biggest line item on your quote that you understand the least. It's not a machine you plug in. It's not a material you consume. It's a precision-engineered block of steel that shapes molten plastic into your part, thousands or millions of times over. And it's almost always the single largest upfront investment in any injection molding project.
This article is the first in a four-part series on the state of tooling in Malaysia. We'll start with the fundamentals: what a mold actually is, what the bare minimum equipment is to make one, and what separates low-tier tooling from the higher-tier molds that most production projects require.
KEY FACTS: Low-Tier Injection Mold Tooling
- A basic injection mold consists of two steel halves — a core and a cavity — that shape molten plastic under high pressure.
- The minimum equipment to build a simple mold includes a milling machine, lathe, surface grinder, drill press, wire EDM, and hand polishing tools.
- Low-tier molds use S50C or P20 steel, are suitable for up to 50,000 shots, and achieve tolerances of ±0.05 mm.
- A low-tier injection mold typically costs USD 4,300–17,000, depending on part size and complexity.
- Design-for-manufacturing (DFM) review and mold flow simulation should be performed at every tooling tier to prevent costly rework.
Why Does a Mold Even Exist?
Injection molding works by forcing molten plastic into a cavity shaped like your part, then cooling it until it solidifies. The mold is what defines that cavity. It's typically made from two halves — a “core” side and a “cavity” side — that clamp together under enormous pressure during each shot. When the plastic cools, the mold opens, the part ejects, and the cycle repeats.
The mold also handles far more than just shaping. It manages cooling (through internal water channels), ejection (through pins that push the part out), and gating (the channels that route plastic from the machine nozzle into the cavity). For complex parts, the mold may include side-actions, lifters, and slides that move laterally to form features like undercuts, holes, or snap-fits that can't be achieved with a simple open-and-close motion.
All of this engineering is why tooling costs what it does — and why it's worth understanding what goes into it.
The Low-Tier Tool Shop: The Bare Minimum
Not every mold requires a state-of-the-art facility. The equipment listed below represents the bare minimum needed to build a simple injection mold — think a flat cover, a simple bracket, or a straightforward enclosure without complex geometry. Understanding this baseline helps you appreciate why more capable tooling costs more, and what you gain when you move up.
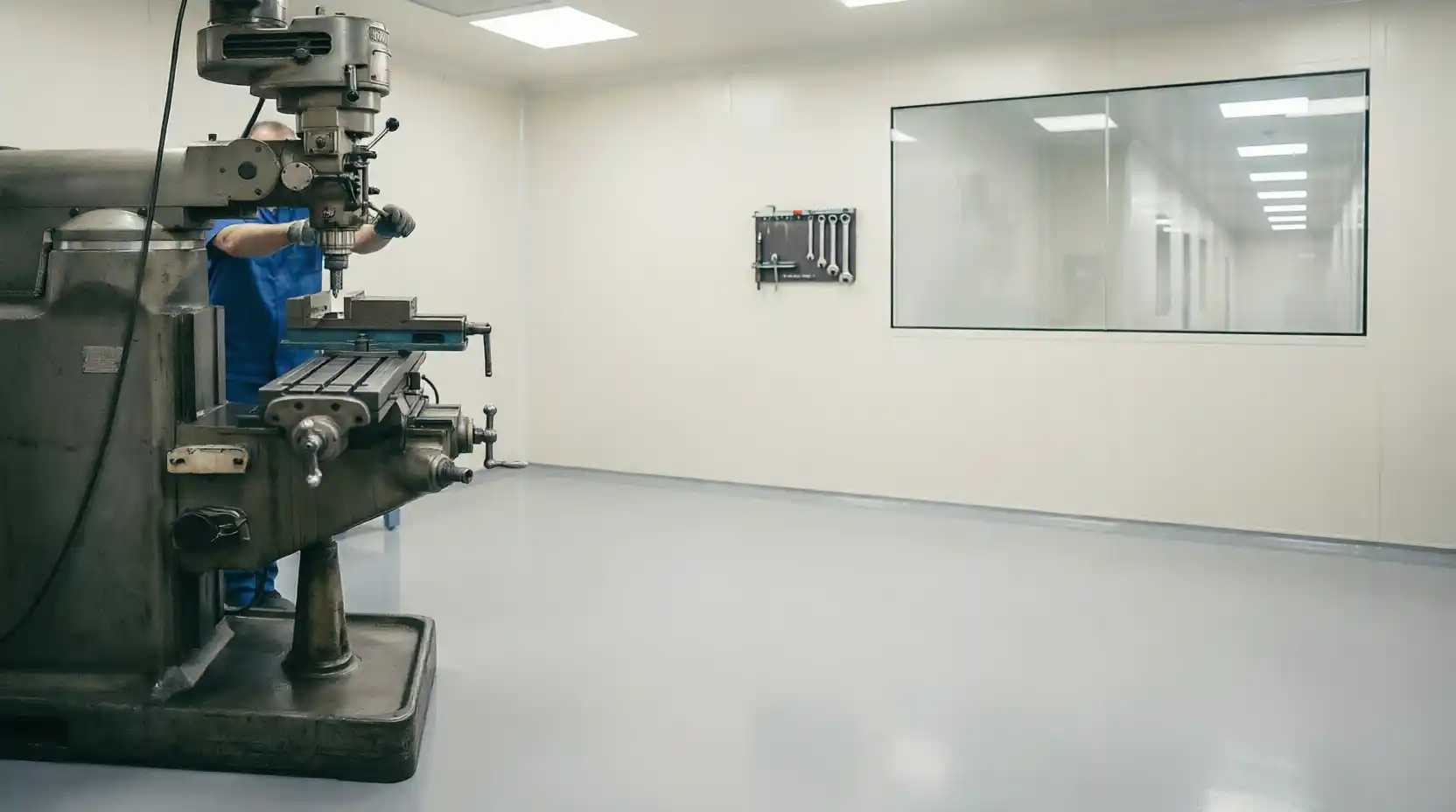
Conventional milling machine. This is the workhorse for roughing out cavity blocks and machining flat surfaces. A skilled operator manually guides the cutter to remove material and shape the steel. It's slow compared to CNC, but effective for straightforward geometry.
Manual lathe. Used for round components: sprue bushings (the channel where plastic first enters the mold), round cores, and cylindrical features. Like the milling machine, it depends heavily on the operator's skill and experience.
Surface grinder. Mold plates need to be flat — very flat. A surface grinder finishes the mating surfaces of mold plates to specification, ensuring the two halves close precisely against each other without flash (thin plastic leaking through gaps).
Drilling machine (radial or bench drill). Molds have a lot of holes: ejector pin holes, water line holes for cooling channels, and bolt holes for assembly. A radial drill handles most of these, though positioning accuracy is limited compared to CNC.
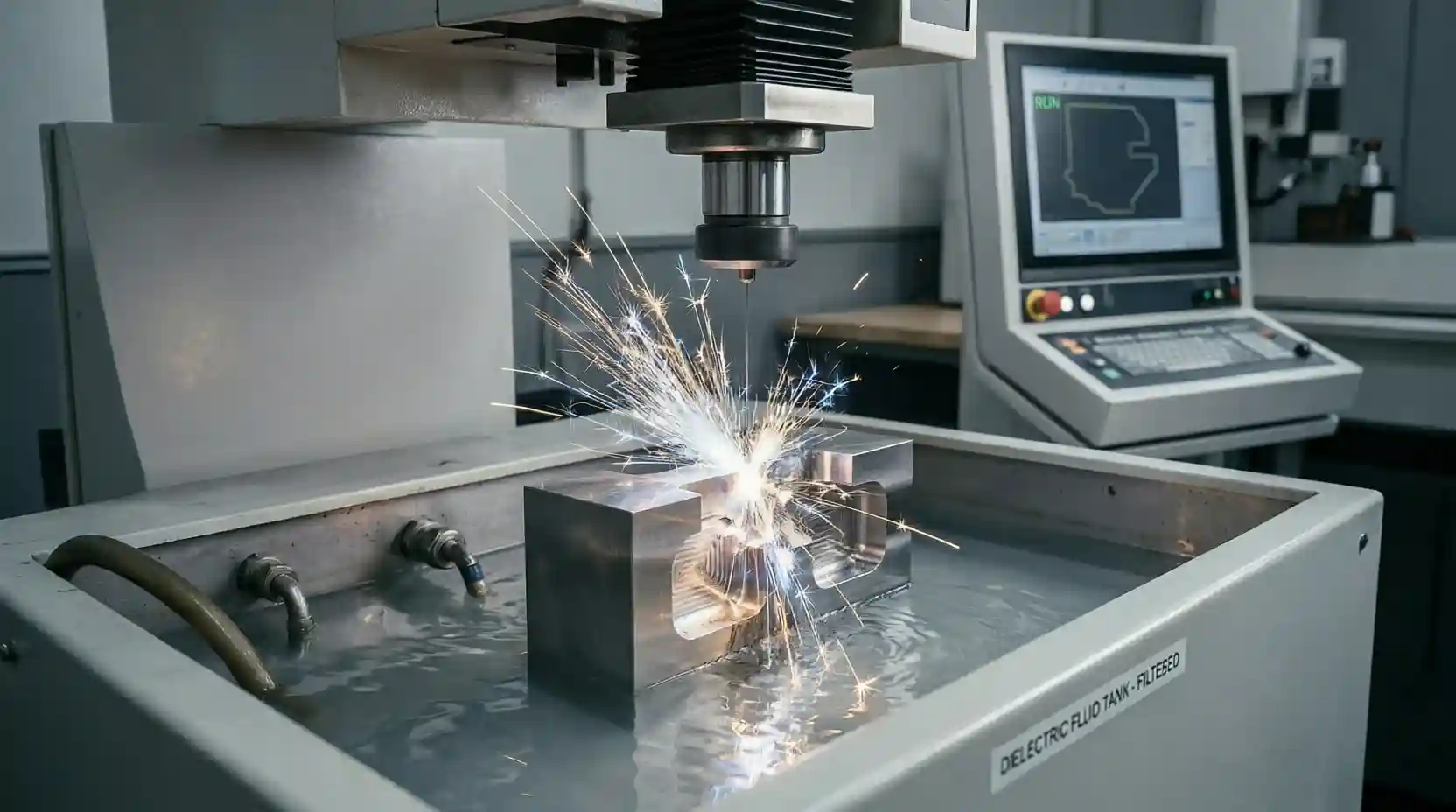
Wire EDM (entry-level). EDM stands for Electrical Discharge Machining — it uses an electrically charged wire to cut through hardened steel with precision. Even a low-tier tool shop needs wire EDM because it handles the geometries that milling simply can't: sharp internal corners, thin slots, complex profiles, and precision ejector pin holes. It's slower than milling but indispensable.
Benchtop polishing tools. After machining, mold surfaces are polished by hand using progressively finer diamond paste. A low-tier shop can achieve SPI D-level finishes (a slightly textured, matte surface) this way — adequate for non-cosmetic parts, but far from the mirror polish that consumer products often require.
Measuring instruments. Height gauges, micrometers, and dial indicators for verifying dimensions. These are manual tools that depend on the operator's technique and care.
What a Low-Tier Shop Can Produce
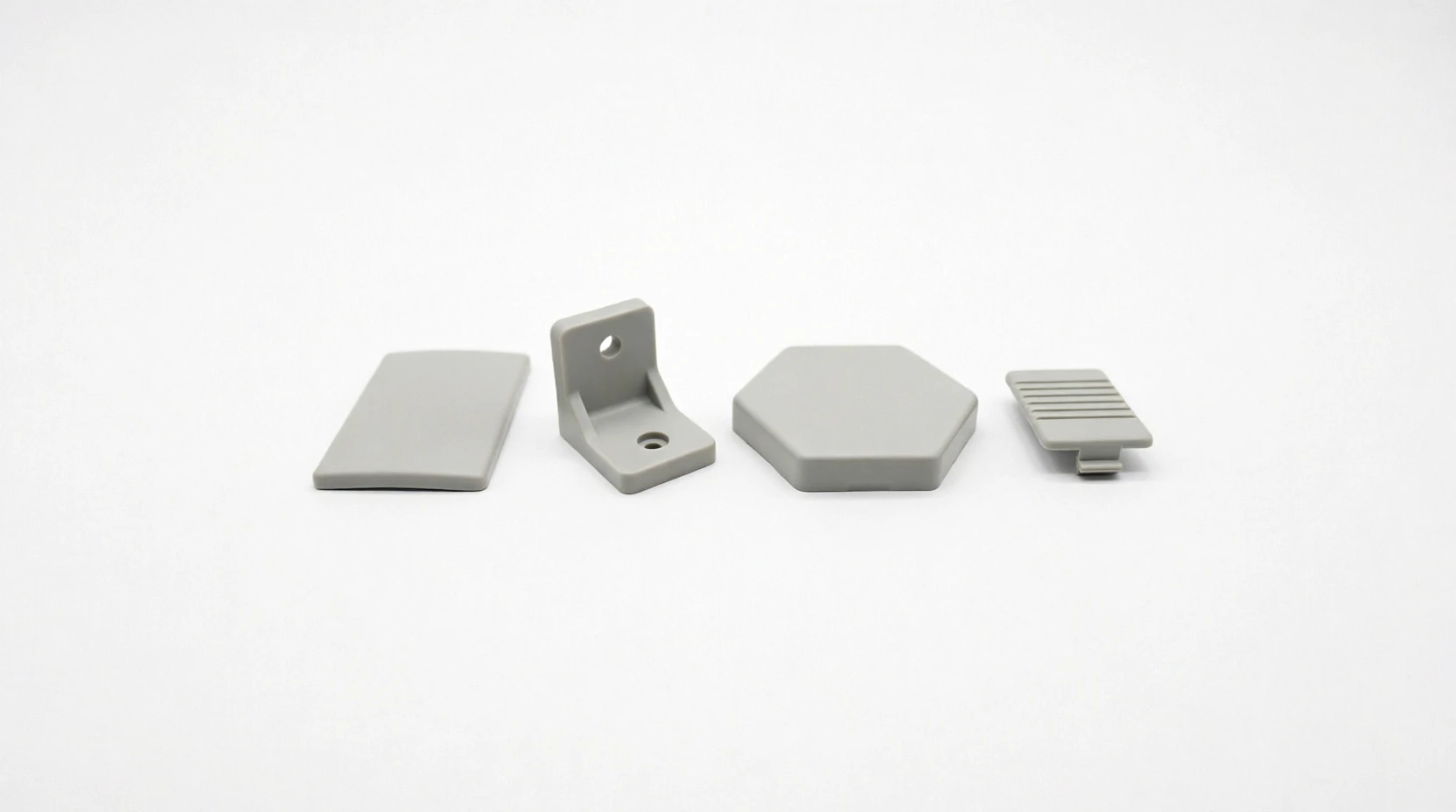
With this equipment, a low-tier tool shop can manufacture single-cavity molds for parts with no undercuts, no side-actions, and straightforward geometry. The steel will typically be a softer grade — S50C (a common Japanese carbon steel, prehardened to about 25–30 HRC) or P20 (an American equivalent). These steels are easier to machine but wear faster, making them suitable for prototype molds or production runs under 50,000 shots.
Tolerances at this level are typically ±0.05 mm or wider. That's adequate for many functional parts — brackets, internal components, non-cosmetic housings — but insufficient for anything requiring a precision fit or a high-quality surface finish.
Typical cost range for a low-tier mold: approximately USD 4,300–17,000, depending on part size and complexity. Despite being low-tier, these molds can serve real production needs — particularly for low-volume products, internal components, or early-stage hardware startups validating a design before investing in a higher-tier tool.
The Limitations
A low-tier tool shop gets the job done for simple work, but the constraints become apparent quickly as part complexity increases:
Speed. Manual machining is slow. A cavity that takes a low-tier shop a week might take a CNC-equipped shop two days. For projects with tight timelines, this matters enormously.
Accuracy and repeatability. Every dimension depends on the operator's skill. Two molds from the same shop, built to the same drawing, may not be identical. There's no programmed toolpath to guarantee consistency.
Complex geometry. Features like deep ribs, thin-wall sections, textured surfaces, or multi-level parting lines push beyond what manual equipment can reliably achieve.
Multi-cavity molds. Cutting two, four, or eight identical cavities by hand to the same spec is extremely difficult. Multi-cavity work almost always requires CNC.
Verification. Without a Coordinate Measuring Machine (CMM), there's no way to comprehensively verify that the finished mold matches the 3D CAD model. Measurements are spot-checked with hand tools, which means some dimensional errors won't be caught until the first trial shot reveals a problem.
Low-Tier vs Mid-Tier: When Does Your Project Need More?
| Factor | Low-Tier Tooling | Mid-Tier Tooling |
|---|---|---|
| Tolerances | Variable | ±0.02–0.05 mm |
| Multi-cavity | Not feasible | 2–8 cavities standard |
| Surface finish | SPI D (matte) | SPI B (semi-gloss) |
| Verification | Limited dimensional reports | CMM dimensional reports |
| Mold flow analysis | Basic | Standard practice |
| Typical cost (USD) | $4,300–$17,000 | $11,300–$56,600 |
| Best for | Prototypes, low-volume, simple geometry | Production parts, cosmetic surfaces, mating features |
If your part has undercuts, snap-fits, tight tolerances, or will be visible on a retail shelf, you need mid-tier tooling at minimum.
Why This Matters for Your Project
Understanding the low-tier isn't just academic — it's practical. If your part is geometrically simple and your volumes are modest, a low-tier mold from a competent shop can deliver real value at a fraction of the cost of a fully CNC-machined tool. The key is knowing where the boundary lies.
That's where design-for-manufacturing (DFM) review and mold flow simulation become essential — even for “simple” molds. A thorough DFM analysis catches issues that would otherwise surface only during mold trials — things like insufficient draft angles that prevent clean ejection, wall thickness variations that cause sink marks, or gate locations that create visible flow lines on cosmetic surfaces. Mold flow simulation reveals how molten plastic will fill, cool, and warp inside the cavity, flagging problems before any steel is cut. Good upfront analysis doesn't add cost; it prevents the far greater cost of reworking a mold after it's been built.
At Ichiplas, we perform DFM review and mold flow simulation as standard practice on every project, regardless of the tooling tier. Our in-house tool shop is equipped at the mid-tier level — CNC machining centres, sinker and wire EDM, CMM inspection, and mold flow analysis software — which means we can fabricate the production-quality molds that the majority of projects require, directly in-house.
For projects that need advanced capabilities — optical-grade polishing, conformal cooling, laser texturing, or micro-molding — our engineering team manages the complete process from design through fabrication to final validation, working through specialist tool shops whose quality we've verified across years of collaboration. We take full responsibility for the tooling meeting your specifications.
The result: whether your project calls for a simple prototype tool or a complex multi-cavity production mold, we deliver the right quality of tooling at the most cost-effective price. The first step is always the same — a thorough review of your part design to determine what level of tooling your project actually requires.
Frequently Asked Questions
What is an injection mold?
An injection mold is a precision-engineered steel tool consisting of two halves — a core and a cavity — that shapes molten plastic into a finished part. It also manages cooling, ejection, and gating. A single mold can produce thousands to millions of identical parts.
How much does a low-tier injection mold cost?
A low-tier single-cavity injection mold typically costs USD 4,300–17,000, depending on part size and complexity. Low-tier molds use steels like S50C or P20 and are suitable for production runs up to about 50,000 shots.
What is DFM review and why does it matter for tooling?
Design-for-manufacturing (DFM) review is the process of analysing a part design before the mold is built to identify potential issues — such as insufficient draft angles, wall thickness variations, or problematic gate locations. DFM review prevents costly mold rework and should be performed at every tooling tier.
What is the difference between low-tier and mid-tier tooling?
Low-tier tooling relies on manual machining and achieves tolerances of ±0.05 mm. Mid-tier tooling uses CNC machining for ±0.02 mm tolerances, includes CMM verification, and can produce multi-cavity molds with side-actions and cosmetic finishes. Most production parts require mid-tier tooling.
What steel is used in low-tier injection molds?
Low-tier molds typically use S50C (a Japanese pre-hardened carbon steel) or P20 (an American equivalent). These steels are easier to machine but wear faster than harder grades, making them suitable for prototype molds or short production runs under 50,000 shots.
Next in this series: Mid-Tier Tooling: The Equipment That Separates Good Shops from Great Ones — where we look at the CNC machining centres, sinker EDMs, and coordinate measuring machines that open up dramatically more capability.
Get Free Quote
Contact us today to learn more about our services and how we can help you with your next project.