
Mid-Tier Tooling: The Equipment That Separates Good Shops from Great Ones
Mar 2026
Series: The State of Tooling in Malaysia — Part 2 of 4
In the first article of this series, we looked at what a low-tier tool shop needs to build simple, single-cavity injection molds. That equipment gets the job done for straightforward parts — but the moment your product requires tighter tolerances, multiple cavities, side-actions, or cosmetic surface finishes, you've crossed a threshold. You need a mid-tier tool shop.
The difference between low-tier and mid-tier isn't just about having more machines. It's about a fundamental shift from manual, operator-dependent processes to programmable, repeatable, verifiable ones. If you're a procurement manager evaluating injection molding suppliers in Malaysia — or anywhere in Southeast Asia — understanding this tier is essential. This is where the vast majority of production-quality molds are built, and it's the most common level of tooling required for most injection molded parts. It's also where the gap between a good supplier and a great one becomes visible.
KEY FACTS: Mid-Tier Injection Mold Tooling
- Mid-tier tooling is the most common level required for most production injection-molded parts.
- The key equipment upgrade from low-tier to mid-tier is CNC machining, which tightens tolerances from ±0.05 mm to ±0.02 mm and enables multi-cavity molds.
- A Coordinate Measuring Machine (CMM) allows a mid-tier shop to verify mold dimensions against the 3D CAD model — the difference between “we think it's right” and “we can prove it.”
- Mid-tier molds use NAK80, 718H, or 8407 steel grades and can produce 2–8 cavity molds with side-actions, lifters, and hot runners.
- A mid-tier injection mold typically costs USD 11,300–56,600, depending on cavity count, steel grade, and runner system.
The Mid-Tier Tool Shop: Key Equipment Upgrades
CNC Milling Centre (3-Axis)
This is the single biggest upgrade over a manual milling machine. A CNC (Computer Numerical Control) milling centre follows a programmed toolpath generated from your 3D CAD model. The operator loads the steel block, sets the reference points, and the machine does the rest — cutting complex 3D surfaces with consistent accuracy, hour after hour.
What does this mean in practice? Tolerances tighten from ±0.05 mm to ±0.02 mm. Complex curved surfaces that would be impossible to machine by hand become routine. And critically, multi-cavity molds become feasible — because a CNC machine cuts cavity number four to exactly the same dimensions as cavity number one. Repeatability is built into the process, not dependent on the operator's steady hand.
A quality 3-axis CNC milling centre from a manufacturer like Makino, Okuma, or Mazak is typically the most expensive single piece of equipment in a mid-tier shop, but its impact on capability and consistency is transformative.
CNC Sinker EDM
Where wire EDM cuts profiles using a thin wire, sinker EDM (also called “die-sink” or “ram” EDM) plunges a shaped electrode into the steel to create features that CNC milling can't reach: deep narrow ribs, textured surfaces, sharp internal corners with small radii, and blind cavities.
The electrodes themselves — usually machined from graphite or copper on the CNC mill — are negative impressions of the features they create. A well-equipped mid-tier shop might cut dozens of electrodes for a single mold, each one forming a specific detail in the cavity.
Sinker EDM is slower than milling but reaches where end mills cannot. It's particularly important for molds that require surface texturing (leather grain, geometric patterns, matte finishes) that will be visible on the finished part.
Wire EDM (Mid-Range, Auto-Threading)
Low-tier tool shops have wire EDM, but a mid-range machine with automatic wire threading is a significant step up. Auto-threading means the machine can re-thread the wire automatically after a cut — enabling unattended operation overnight and reducing the operator babysitting that entry-level machines require. Cutting accuracy improves, wire breakage recovery is faster, and throughput increases substantially.
CNC Lathe
For molds that include round cores, threaded inserts, or any rotationally symmetric components, a CNC lathe replaces the manual lathe with programmable precision. This is particularly relevant for molds producing bottle caps, threaded closures, round housings, or parts with O-ring grooves.
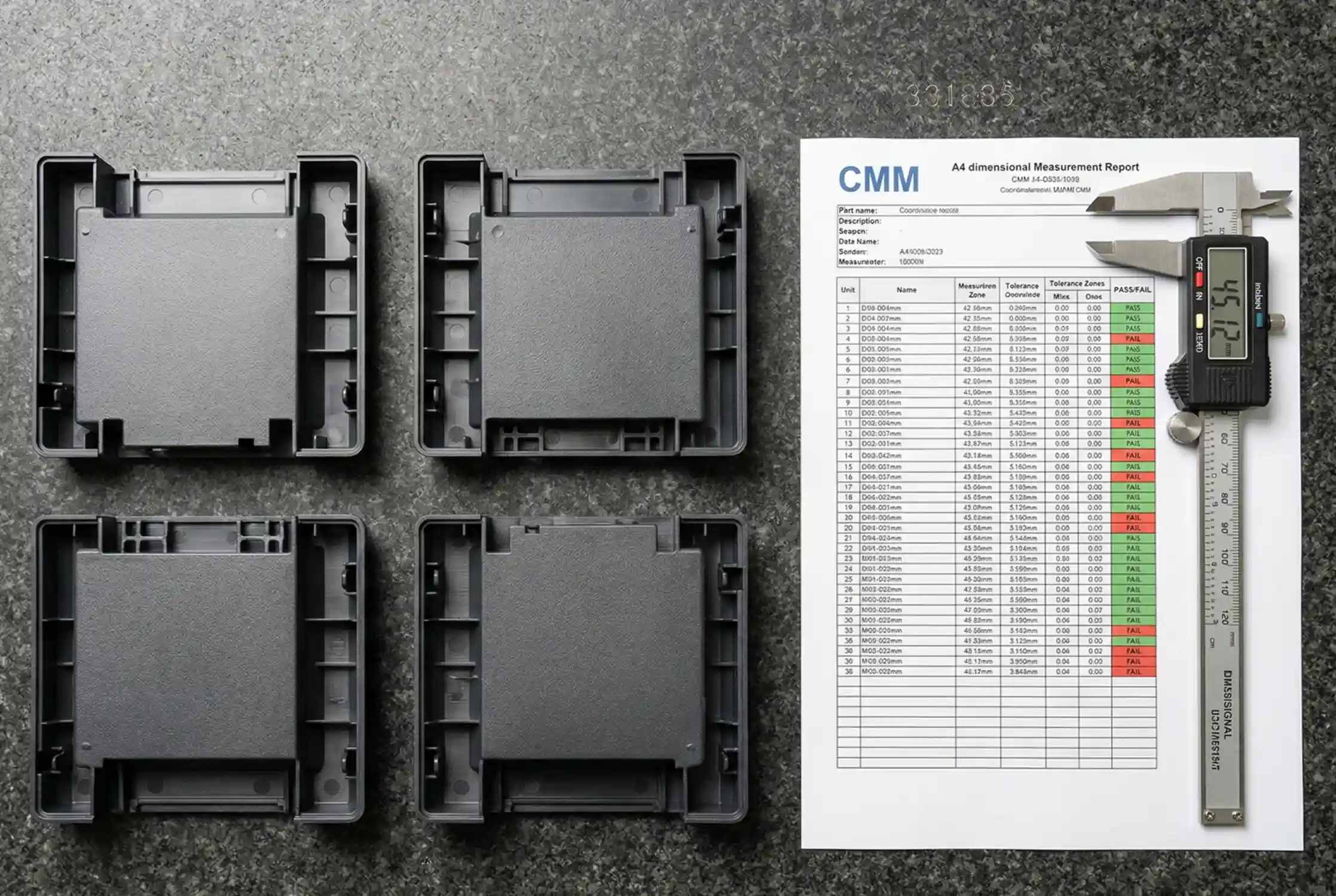
Coordinate Measuring Machine (CMM)

If one piece of equipment defines the leap from low-tier to mid-tier, it's the CMM. A Coordinate Measuring Machine uses a precision probe to measure the actual geometry of a machined mold and compare it directly against the 3D CAD model.
This is the difference between “we think it's right” and “we can prove it.” A CMM report gives you hard numbers: actual dimension vs. nominal dimension vs. tolerance band, for every critical feature. It's the quality assurance backbone that makes a mid-tier shop auditable, traceable, and accountable.
For US procurement teams accustomed to requesting dimensional inspection reports with their T1 samples, the CMM is non-negotiable. If your supplier can't provide one, that's a red flag.
Mold Flow Analysis Software
Software like Moldex3D or Autodesk Moldflow simulates what happens when molten plastic enters your mold: how it fills, where it cools fastest and slowest, where weld lines form, where warpage is likely, and where air traps might cause burn marks. A mid-tier shop uses this software before cutting steel to optimise gate location, runner design, and cooling channel layout.
This is design validation — catching problems in simulation rather than discovering them in expensive, time-consuming mold trials. A mold flow analysis might reveal that your proposed gate location creates a visible weld line on a cosmetic surface, or that uneven cooling will cause the part to warp by 0.3 mm. These are problems you want to find before the steel is cut, not after.
What Mid-Tier Shops Can Produce
With this equipment, the capability envelope expands dramatically — and covers the requirements of most production injection molding projects:
Multi-cavity molds (2–8 cavities). Consistent cavity-to-cavity dimensions enabled by CNC machining. This is where production economics improve — more parts per cycle means lower per-unit cost.
Molds with side-actions and lifters. Features like external undercuts, side holes, and snap-fit hooks require mold components that move laterally during the molding cycle. Designing and machining these mechanisms requires CNC precision and careful engineering.
Hot runner molds. Instead of a cold runner system (where the plastic in the runner channels solidifies and is ejected as waste each cycle), a hot runner keeps the plastic molten all the way to the gate. This reduces material waste, shortens cycle times, and improves part quality — but the mold design is significantly more complex.
Tighter tolerances: ±0.02 mm. Adequate for the vast majority of production parts, including those with mating features, snap-fits, and press-fit assemblies.
Better surface finishes: SPI B-level. A semi-gloss finish achieved through finer polishing — suitable for visible consumer product surfaces that don't require optical clarity.
Steel grades: NAK80, 718H, 8407. Mid-tier shops work with pre-hardened and through-hardened tool steels that offer better wear resistance, polishability, and longevity than the S50C and P20 used in low-tier shops. NAK80 in particular is popular in Malaysia for its excellent balance of machinability and polishability.
Typical cost range for a mid-tier mold: approximately USD 11,300–56,600, depending on part complexity, cavity count, steel grade, and runner system.
Process Improvements at This Tier
Equipment alone doesn't make a great shop. The process discipline that accompanies mid-tier equipment is equally important:
CAD/CAM programming. Toolpaths are generated from your 3D model using CAM software (Mastercam, PowerMill, or similar), then verified in simulation before the machine starts cutting. This reduces reliance on individual operator skill and makes the process documentable and repeatable.
Standardised mold bases. Rather than machining every mold plate from scratch, mid-tier shops use standardised mold bases from suppliers like DME, HASCO, or LKM. These pre-machined steel frames provide consistent quality, reduce lead times, and ensure compatibility with standard injection molding machines. The tool shop machines only the cavity and core inserts, mounting them into the standard base.
Structured mold trial protocols. When a new mold is first tested (the “T1 trial”), a mid-tier shop follows a structured process: initial shots are inspected visually, then dimensionally on the CMM, and a formal T1 sample report is issued. This report becomes the basis for any modifications before the mold is approved for production.
What to Look For When Evaluating a Supplier
If you're assessing an injection molding supplier and want to know whether their tooling partner operates at a mid-tier level or above, here are the questions that matter:
Do they have CNC machining? A single 3-axis CNC mill is the minimum for mid-tier. Do they own a CMM? Do they use mold flow analysis? Are they using standardised mold bases?
The answers to these questions will tell you more about a supplier's tooling capability than any certification badge on their website.
Mid-Tier vs Advanced: Where's the Line?
| Factor | Mid-Tier | Advanced |
|---|---|---|
| CNC axes | 3-axis | 5-axis |
| Tolerances | ±0.02 mm | ±0.005 mm |
| Surface finish | SPI B (semi-gloss) | SPI A1 (mirror/optical) |
| Texturing | Chemical etching | Laser texturing |
| Cooling | Straight-line channels | Conformal cooling |
| Cavity count | 2–8 typical | 16–64+ |
| EDM | Manual electrode changes | Automatic electrode changer |
| Typical cost (USD) | $11,300–$56,600 | $28,300–$141,400+ |
Most production parts are well-served by mid-tier tooling. You need advanced tooling when the application demands optical clarity, micro-features, extreme tolerances, or very high cavity counts.
At Ichiplas, our engineering team manages the complete process from design through fabrication to final validation, working via our own equipment or specialist tool shops whose quality we've verified across hundreds of projects over years of partnership. If we employ specialist equipment, we don't simply refer the work out; we own the specifications, oversee the fabrication, conduct in-process checks, and take full responsibility for the finished tooling meeting your requirements.
Frequently Asked Questions
What equipment does a mid-tier mold shop need?
A mid-tier shop requires CNC milling centres (3-axis minimum), CNC sinker EDM, wire EDM with auto-threading, a CNC lathe, a Coordinate Measuring Machine (CMM), and mold flow analysis software. These enable repeatable, verifiable mold production for complex parts.
What is a CMM and why is it important?
A Coordinate Measuring Machine (CMM) uses a precision probe to measure the actual geometry of a machined mold and compare it directly against the 3D CAD model. It provides hard dimensional data — actual vs. nominal vs. tolerance — making the shop auditable and accountable. If your supplier doesn't have a CMM, that's a red flag.
What is the most common level of tooling for production parts?
Mid-tier tooling is the most common level required for the majority of production injection-molded parts. It handles tolerances of ±0.02 mm, multi-cavity molds (2–8 cavities), hot runner systems, and cosmetic SPI B-level finishes.
How much does a mid-tier injection mold cost?
A mid-tier injection mold typically costs USD 11,300–56,600, depending on part complexity, number of cavities, steel grade, and whether a hot runner system is used.
What is mold flow analysis?
Mold flow analysis is a computer simulation that predicts how molten plastic will fill, cool, and warp inside a mold. It identifies potential problems — weld lines, air traps, warpage — before any steel is cut, saving time and money on mold trials.
Next in this series: Advanced Tooling: Precision, Automation & High-Performance Mold Making — where we explore 5-axis machining, high-speed milling, conformal cooling, and the processes that enable the most demanding molds in the industry.
Get Free Quote
Contact us today to learn more about our services and how we can help you with your next project.