
Advanced Tooling: Precision, Automation & High-Performance Mold Making
Mar 2026
Series: The State of Tooling in Malaysia — Part 3 of 4
In the first two articles of this series, we covered the fundamentals of mold making and the CNC-equipped mid-tier shops where most production molds are built. This third instalment is about the top of the pyramid: advanced tool shops with equipment and processes that can produce the most demanding molds in the industry — micro-molding tools, optical-grade cavities, high-cavity production molds, and molds for extreme-performance engineering resins.
If you're an engineering lead at an established product company — particularly one making consumer electronics, medical devices, or optical components — this is the tier you need to understand. These shops don't just machine steel more precisely; they operate with a fundamentally different philosophy around process control, verification, and documentation.
KEY FACTS: Advanced Injection Mold Tooling
- 5-axis CNC machining eliminates re-fixturing errors and enables conformal cooling channels that follow part contours — one of the most impactful advances in mold technology in the past decade.
- High-speed milling at 20,000–60,000 RPM reduces hand-finishing time by 50–80% and preserves geometric accuracy that hand polishing can distort.
- Laser texturing replaces chemical etching with perfect repeatability, no masking, and the ability to texture curved surfaces uniformly.
- Advanced molds can achieve tolerances of ±0.005 mm, SPI A1 mirror polish, and support engineering resins like PEEK and PEI that process above 350°C.
- An advanced-tier injection mold typically costs USD 28,300–141,400+, depending on complexity, cavity count, and special features.
The Advanced Tool Shop: Equipment for the Most Demanding Applications
5-Axis CNC Machining Centre
A 3-axis CNC mill moves the cutter in three linear directions: X, Y, and Z. A 5-axis machine adds two rotational axes, allowing the cutter to approach the workpiece from virtually any angle in a single setup.
Why does this matter? Because every time you unclamp a workpiece, re-fixture it, and re-reference the machine, you introduce a small alignment error. For a mid-tier mold with tolerances of ±0.02 mm, those errors are manageable. For an advanced mold targeting ±0.005 mm, they're not. A 5-axis machine eliminates re-fixturing for complex contoured surfaces, reducing cumulative error and enabling geometries that would require multiple setups on a 3-axis machine.
Five-axis machining also opens up conformal cooling channel machining — cutting cooling channels that follow the contour of the part rather than running in straight-line drillings. Conformal cooling dramatically improves temperature uniformity across the cavity surface, which reduces warpage, shortens cycle times, and improves part quality. It's one of the most impactful advances in mold technology over the past decade.

Conformal vs Conventional Cooling: Conventional cooling uses straight-line drilled channels that can't follow part contours, creating hot spots and uneven cooling. Conformal cooling channels follow the shape of the cavity, achieving more uniform temperature distribution. The result: reduced warpage, shorter cycle times (typically 20–40% improvement), and better part quality. The trade-off is higher initial tooling cost due to 5-axis machining or metal 3D-printed inserts.
High-Speed Milling (HSM)
High-speed milling uses spindle speeds of 20,000 RPM and above — sometimes 40,000 or even 60,000 RPM — with very fine stepovers (the distance between adjacent cutting passes). The result is a surface finish that comes off the machine already close to polished, reducing hand-finishing time by 50–80%.
This isn't just a speed improvement; it's a quality improvement. Hand polishing, even by a skilled technician, introduces subtle geometric distortions. A flat surface gets slightly rounded at the edges. A sharp corner gets a radius it wasn't supposed to have. HSM minimises the amount of post-machining polishing required, preserving the geometric accuracy of the CNC-machined surface.
For molds producing parts with Class A cosmetic surfaces — the kind you see on the exterior of consumer electronics, automotive interior trim, or premium packaging — high-speed milling is the path to a predictable, repeatable surface finish.
Precision Sinker EDM with Automatic Electrode Changer
Mid-tier shops have sinker EDM. Advanced shops have sinker EDM systems with automatic electrode changers — robotic systems that load and unload electrodes from a magazine, allowing the machine to run unattended overnight. The machine burns with one electrode, measures the wear, compensates, swaps to the next electrode, and continues.
This isn't just about labour savings. Automated electrode changes ensure consistent wear compensation — a critical factor when burning features that require micron-level accuracy. An operator managing electrode changes manually at 2:00 AM inevitably introduces variability. A robot does not.
Laser Texturing and Laser Engraving
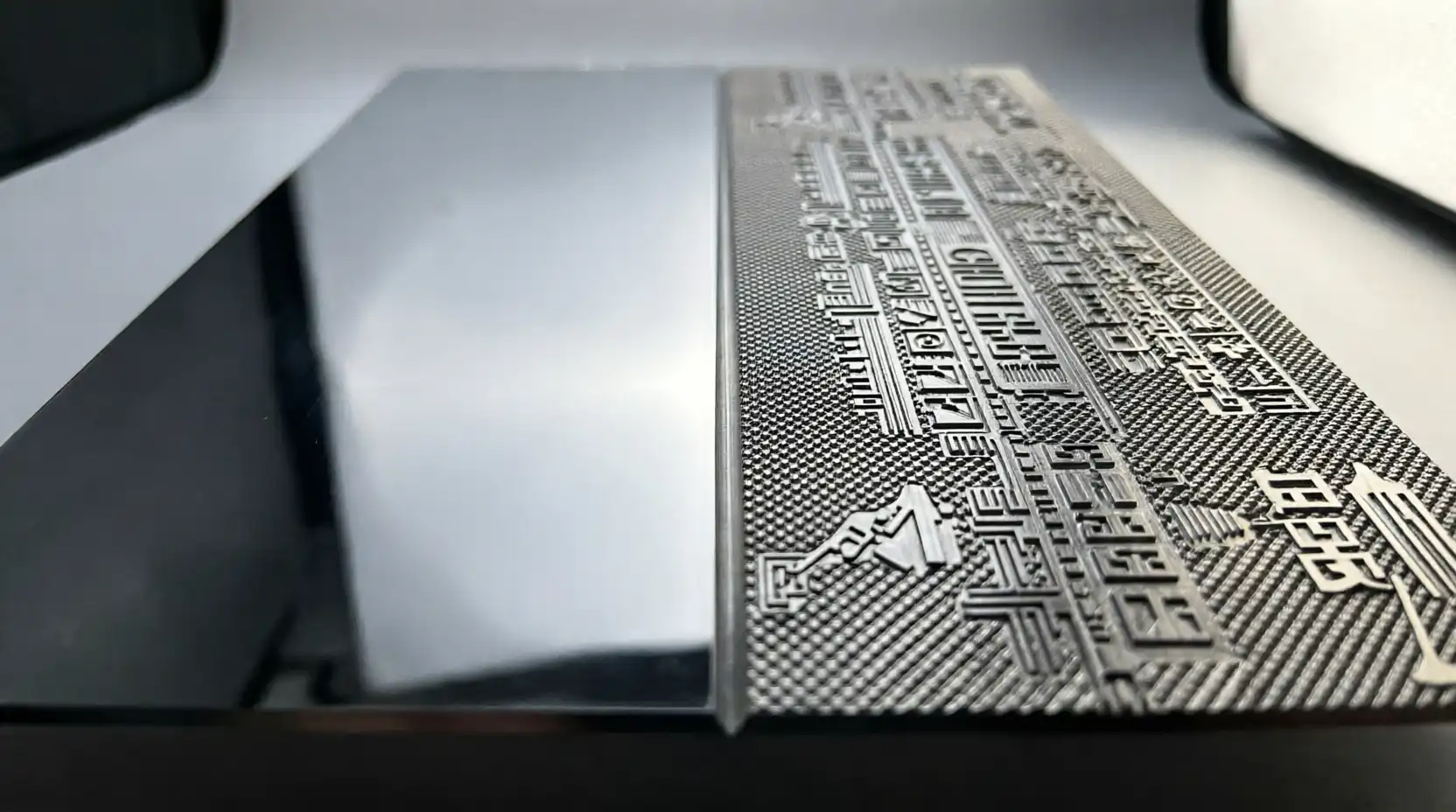
Traditional mold texturing uses chemical etching: a pattern is masked onto the mold surface and acid dissolves the exposed steel. It works, but it's difficult to control precisely, produces inconsistent depth across the surface, and requires masking and de-masking steps that are labour-intensive and error-prone.
Laser texturing replaces the chemical process with a focused laser beam that ablates the steel surface to create the texture. The advantages are significant: perfect repeatability (the same texture file produces the same result every time), ability to create micro-textures and gradients that chemical etching can't achieve, no masking required, and the ability to texture curved surfaces uniformly.
For products where surface texture is a key design element — think the soft-touch grip on a power tool handle, the leather-grain texture on an automotive dashboard panel, or the precise matte finish on a premium electronics enclosure — laser texturing is the current state of the art.
Process Controls That Distinguish Advanced Shops
Equipment gets you capability. Process discipline is what turns capability into consistent results. Here's what separates an advanced shop's process from a mid-tier operation:
Full DFM review with mold flow simulation before design freeze. At this tier, mold flow analysis isn't a nice-to-have — it's a gate in the process. No steel is ordered until the DFM review and simulation are complete and approved by both the mold designer and the customer's engineering team.
Documented mold design review. A formal, checklist-based review of the complete mold design — not just the cavity geometry, but the cooling circuit layout, ejector system, venting, runner balance, and mold action mechanisms. This review typically involves the mold designer, the machining team lead, and the project engineer.
Electrode management system. For molds requiring dozens of EDM electrodes, an advanced shop tracks each electrode: its current wear state, how many burns it's completed, and when it needs replacement. This prevents the gradual degradation in accuracy that comes from using worn electrodes beyond their effective life.
In-process measurement and closed-loop feedback. Rather than machining a feature and then measuring it after the fact, advanced processes integrate measurement into the machining cycle. The machine probes the workpiece periodically during cutting, compares to the target dimensions, and adjusts toolpath offsets to compensate for tool wear or thermal drift.
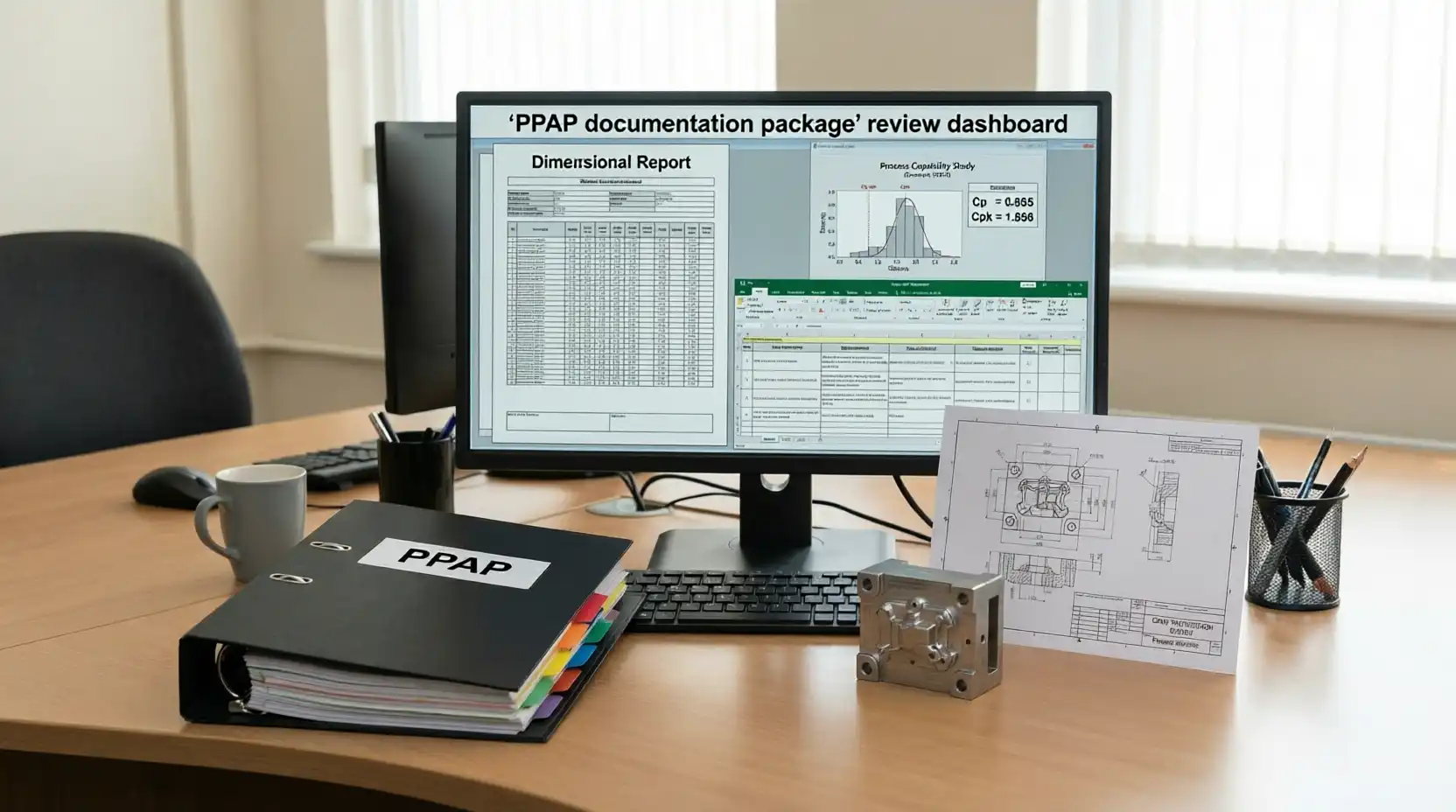
Full PPAP documentation. Production Part Approval Process — a structured documentation package that includes dimensional results, material certifications, process capability studies (Cp/Cpk), measurement system analysis (Gauge R&R), and control plans. PPAP is standard in automotive but increasingly expected by sophisticated buyers in consumer electronics, medical, and industrial sectors.
Predictive mold maintenance programmes. Rather than reacting to problems (a cavity insert cracks, a cooling channel clogs), advanced shops schedule maintenance based on shot count and measured wear, replacing components before they fail and cause production interruptions or quality drift.
What Advanced Shops Can Produce

With this equipment and process discipline, the capability envelope extends to the most challenging applications in injection molding:
Optical-grade molds. Cavities polished to SPI A1 level (mirror finish, 1 Ra µin) for parts that must be optically clear — lenses, light guides, display covers. These molds require exceptional steel quality (typically STAVAX/S136 for corrosion resistance), precision machining, and expert hand polishing.

High-cavity molds (16+ cavities). Production molds for high-volume consumer products where cycle time and cavity count directly drive unit economics. A 32-cavity or 64-cavity mold is a significant engineering undertaking — balancing runner flow across all cavities, ensuring uniform cooling, and maintaining dimensional consistency from cavity 1 to cavity 64.
Molds for engineering resins. High-performance polymers like PEEK, PEI (Ultem), LCP, and PPS process at temperatures above 350°C and impose extreme demands on mold steel, cooling systems, and venting. These materials are used in aerospace, medical, and semiconductor applications where no commodity plastic will do.
SPI A-level polish. Mirror-grade surface finish for transparent and optical parts.
Typical cost for an advanced-tier mold: approximately USD 28,300–141,400+, depending on complexity, cavity count, steel grade, and special features like conformal cooling or multi-shot capability.
Where Ichiplas Fits
We believe in transparency about capabilities, because trust matters more than posturing.
At Ichiplas, our engineering team manages the complete process from design through fabrication to final validation, working via our own equipment or specialist tool shops whose quality we've verified across hundreds of projects over years of partnership. If we employ specialist tool shops, we don't simply refer the work out; we own the specifications, oversee the fabrication, conduct in-process checks, and take full responsibility for the finished tooling meeting your requirements.
This is standard practice even among the largest mold makers globally — very few shops own every type of advanced equipment in-house. What distinguishes a reliable supplier is the engineering oversight and quality management system governing these partnerships: clear specifications, incoming inspection, and accountability.
If your project requires conformal cooling or micro-molding or optical clarity, we'll tell you exactly how we'll deliver it, who's involved, and how we'll ensure it meets spec.
Frequently Asked Questions
What is 5-axis CNC machining and why does it matter for molds?
5-axis CNC machining allows the cutter to approach the workpiece from virtually any angle in a single setup, eliminating re-fixturing errors. This is critical for advanced molds targeting tolerances of ±0.005 mm and enables machining of conformal cooling channels that follow part contours.
What is conformal cooling in injection molds?
Conformal cooling uses channels that follow the contour of the part cavity, rather than straight-line drilled channels. This improves temperature uniformity, reduces warpage, and shortens cycle times by typically 20–40%. It requires 5-axis machining or metal 3D-printed inserts.
What is SPI A1 polish and when is it needed?
SPI A1 is a mirror-grade surface finish (1 Ra µin) required for optically clear parts — lenses, light guides, and display covers. It requires exceptional steel quality (typically STAVAX/S136), precision machining, and expert hand polishing.
How much does an advanced injection mold cost?
An advanced injection mold typically costs USD 28,300–141,400 or more, depending on complexity, cavity count, steel grade, and special features like conformal cooling or multi-shot capability.
What materials require advanced tooling?
High-performance engineering resins like PEEK, PEI (Ultem), LCP, and PPS process at temperatures above 350°C and impose extreme demands on mold steel, cooling systems, and venting. These materials — used in aerospace, medical, and semiconductor applications — require advanced-tier tooling.
Next in this series: How Much Does Tooling Cost? A Data-Driven Guide to Injection Mold Pricing in Malaysia — where we share real pricing data from our quote history to help you budget your next project.
Get Free Quote
Contact us today to learn more about our services and how we can help you with your next project.