Introduction to Mold Design for Injection Molding
Feb 2024
Mold design is the backbone of efficient and effective plastic injection molding. A well-designed mold ensures high-quality parts, optimizes production efficiency, and minimizes waste. We provide an in-depth look at the fundamentals of mold design, covering mold types, runner systems, gate design, cooling systems, and practical considerations.
Mold Basics
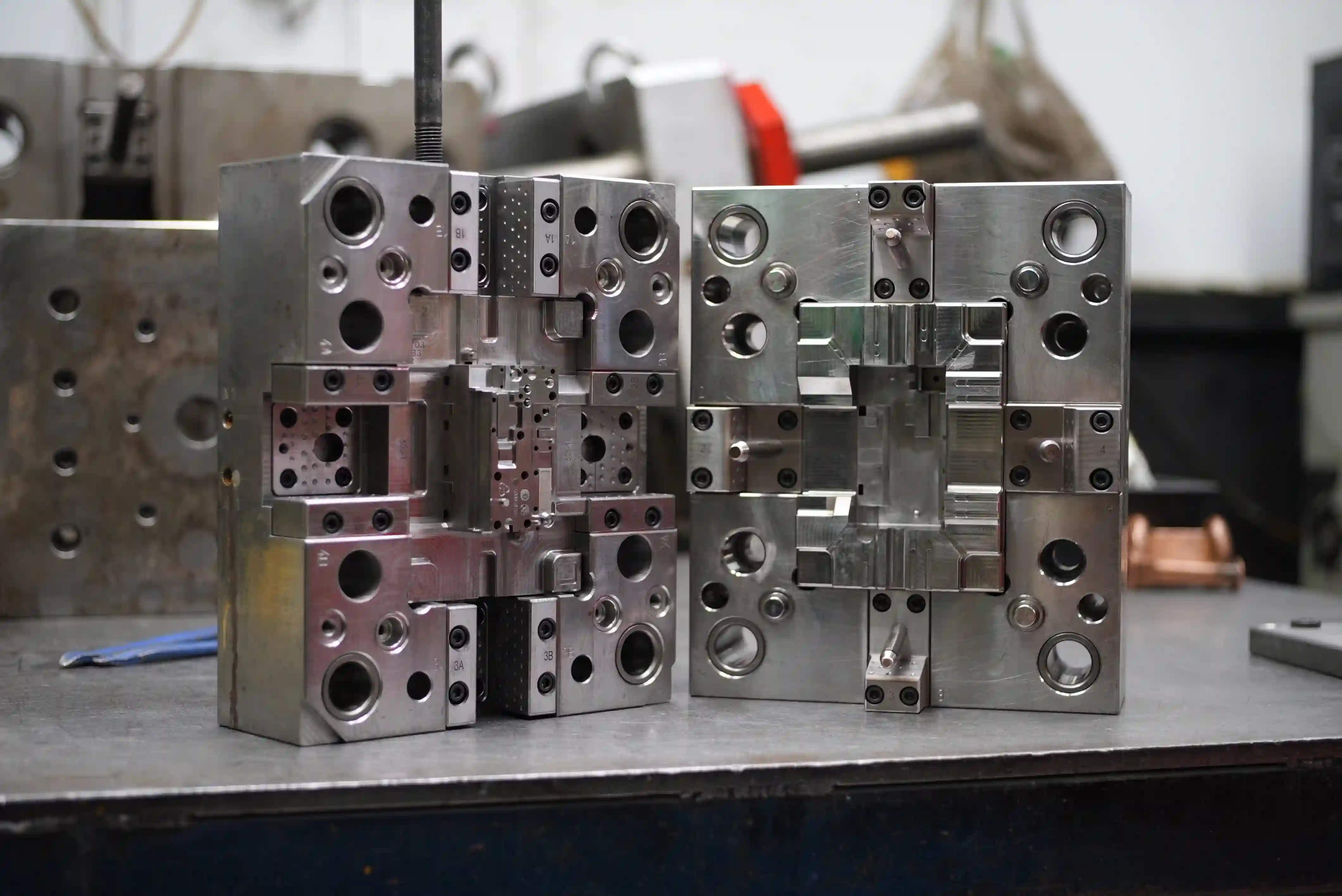
A mold is a precision tool designed to shape molten plastic into desired forms. It consists of two primary sections:
- Fixed Half (Stationary Mold): Houses components such as the sprue bushing and the runner system. This part stays attached to the injection molding machine.
- Moving Half (Dynamic Mold): Includes the cavity plate, core, and ejection mechanism for part removal. It opens and closes during each molding cycle.
Key components of a mold include:
- Injection System:This system guides the molten plastic into the mold cavity through a series of channels:
- Sprue Bushing: Distributes plastic evenly to the cavities.
- Runner System: The entry point for molten plastic from the machine nozzle.
- Gate: Controls the flow of plastic into the mold cavity.
- Cooling System: Regulates the mold’s temperature to solidify the plastic efficiently and uniformly.
- Ejection System: Pushes the cooled, solidified part out of the mold.
For Plastic Injection Manufacturing
Types of Molds
Molds come in various designs, each suited to specific applications. Here are the most commonly used molds:
- 1. Standard Two-Plate Mold
- Introduction:Simplest design with two main sections: the fixed half and the moving half.
- Use Case:Suitable for non-complex parts.
- Example:Simple containers or housings.
- 2. Three-Plate Mold
- Introduction:Includes an additional plate to separate the runner and gate system from the molded part.
- Use Case:Ideal for parts requiring precise gating and minimal visible gate marks.
- Example:Caps, lids, or cosmetic packaging.
- 3. Hot Runner Mold
- Introduction:Utilizes a heated manifold system to keep the plastic molten during injection.
- Use Case:Best for high-volume production and parts with complex gating needs.
- Example:Automotive components or intricate medical devices.
- 4. Family Mold
- Introduction:Designed to produce multiple different parts in a single cycle, using shared runners and gates.
- Use Case:Suitable for sets of related components with similar material requirements.
- Example:Toy parts or multi-component assemblies.
- 5. Insert Mold
- Introduction:Allows for pre-formed inserts, such as metal components, to be placed in the mold before injection.
- Use Case:Ideal for parts requiring additional strength or functional features.
- Example:Threaded inserts or overmolded electrical connectors.
- 6. Stack Mold
- Introduction:Features multiple levels or cavities to double or triple the output per cycle.
- Use Case:Suitable for high-volume production where efficiency is key.
- Example:Packaging items like bottle caps or containers.
- 7. Rotational Mold
- Introduction:Uses a rotating mechanism to facilitate multi-material or multi-color injection.
- Use Case:Best for parts requiring complex designs or color separations.
- Example:Dual-color toothbrush handles or automotive trims.
- 8. Compression Mold
- Introduction:Involves compressing the material in a heated cavity to form the part.
- Use Case:Suitable for thermosetting plastics or rubber components.
- Example:Electrical insulators or automotive gaskets.
Runner System Design
The runner system channels molten plastic to the mold cavities. Its design significantly affects efficiency and part quality.
- Runner Design Considerations: Oversized runners mean easier plastic flow, but more waste material, longer cooling times, and extended cycle times. Undersized runners help save plastic material, but mean higher pressure drops and may lead to inconsistent cavity filling.
- Runner Cross-Sections: Round cross-sections are most efficient, ensuring smooth plastic flow and minimizing freeze-off. Semi-round cross-sections are easier to machine but slightly less efficient. Trapezoidal ones offer a balance between manufacturability and efficiency.
- Efficiency of Runners: Efficiency formula: Efficiency = (Cross-sectional Area) / (Periphery Length). This means round runners provide maximum flow efficiency with minimum cooling issues.
Gate Design
Gates control the flow of molten plastic into the cavity and impact part quality, cycle time, and finishing. Types of Gates include:
- Direct Gates: High flow rates; used for large parts.
- Edge Gates: Ideal for flat parts; leave visible marks on edges.
- Fan Gates: Distribute plastic evenly; great for thin-walled parts.
- Submarine/Tunnel Gates: Trim themselves automatically; ideal for small, complex parts.
Gate sizing also plays a role in the final quality of the parts.
Pressure drops and freezing times must be optimized to prevent short shots (incomplete filling).
Material-specific shear rate limits must also be considered. Shear rate refers to how quickly layers of molten plastic slide over each other as they flow through the gate. Excessive shear can degrade material properties, causing defects like brittleness or discoloration.
Higher shear rate limits indicate a material’s ability to withstand higher flow speeds without breaking down. For example:
- Polypropylene (PP): Handles up to 100,000 shear rate, making it suitable for high-speed molding.
- ABS: Can handle up to 60,000, but beyond this, its properties may degrade.
- Polycarbonate (PC): Has a lower limit of 40,000-50,000 due to its sensitivity to heat.
- PVC: Limited to 15,000 due to its tendency to degrade under heat and shear stress.
Higher isn’t always better. The goal is to match the shear rate to the material’s limits to avoid defects like burn marks or brittleness while maintaining efficient flow.
Cooling System Design
Efficient cooling minimizes cycle time and ensures dimensional accuracy.
- Key Principles: Uniform cooling prevents warping and dimensional inaccuracies. Ideal temperature differentials are 1°C for precision parts and up to 5°C for standard parts.
- Cooling Line Placement: Place channels 2-2.5 times their diameter from the cavity. Use larger cooling channels for thicker parts.
- Advanced Cooling Solutions: Conformal cooling channels adapt to complex part geometries. Common in high-performance molds for electronics and automotive components.
Practical Considerations
Last but not least, other practical considerations include temperature control, air venting, and more.
- Mold Temperature Control: Insulation sheets reduce heat loss. Maintain consistent mold temperature to ensure dimensional stability.
- Air Venting: Proper venting prevents burn marks and air traps. Air vent depth is critical to allow trapped air to escape without plastic leakage. Typical depths vary by material, such as 0.02-0.03mm for PP/Nylon and 0.04-0.06mm for PC. Too shallow and air remains trapped; too deep and plastic flashes through vents.
- Special Notes for Nylon Processing: Ensure proper drying and dehumidification. Moisture in nylon leads to hydrolysis, degrading material strength during molding. And maintain fast injection speeds for consistent fills.
Why Choose a Johor Bahru-Based Manufacturer?
Johor Bahru is a hub for high-quality and cost-effective plastic injection molding services. Local manufacturers leverage advanced technologies and proximity to key markets, ensuring timely delivery and competitive pricing. With expertise in handling diverse materials, manufacturers in Johor Bahru are equipped to meet both small and large-scale production needs.
Mold design is a cornerstone of successful plastic injection molding. By understanding basic principles, optimizing mold features, and aligning design choices with part requirements, manufacturers can achieve consistent, high-quality results. By mastering concepts such as shear rates, venting, and cooling, manufacturers ensure every cycle produces reliable parts without defects. Whether you're a beginner or an expert, adhering to these practices elevates your injection molding capabilities. Explore our mold design and fabrication services to see how we put these principles into practice.
Contact us today to discuss your plastic injection molding needs, or if you are thinking of moving your manufacturing base to Malaysia!
Get Free Quote
Contact us today to learn more about our services and how we can help you with your next project.